Stirling Walking Beam Engine
By Darryl Boyd
This is
a set of plans for a Stirling “hot” air engine. It incorporates a
“walking
beam” to transfer mechanical actions from one part of the engine to the
other. The walking beam is on the upper half of the engine and looks
like
an old weight scales. Walking beams were quite common on early steam
engine
of the 1800’s.
Caution
should be used when building this project. Hazards exist while building
any mechanical device and care must be taken during construction and
use.
We do not assume any liability for damage resulting in the use of the
enclosed
material.
Things to keep in mind while building and
attempting
to run for the first time.
Friction is this engine's
biggest
enemy. It hates anything being too tight. The bearings have to be
loose.
Sloppy is better than close tolerances.
If you are running the
shafts and
rods in the wood (I now don’t recommend this), it’s better to be loose
and oiled very well. Friction becomes more of an issue if no bearings
are
used. I recommend bearings made of brass tubing and sloppy on the
shafts.
The piston (1") should
fit loose
in the cylinder, not tight. This is not a situation where the piston
needs
to be tight like in an internal combustion engine. It is better to
loose
some pressure and vacuum that to create too much friction. If it is
loose,
oil it well (see oiling below) before running. This will help seal the
piston without causing too much friction. The lighter the piston, the
better
also. I make my pistons from 1" alum. rod drilled out in the back. This
will slide into 1" copper pipe very nice. I have been told that brake
cylinder
pistons work very good.
Oiling and lube. You can
lube the
piston cylinder and the rods and moving parts with a very light oil
like
WD40 or 3 in 1 oil, but if you use 30 wt oil or something heavy, It
will
not run. I oil the power cyl. with WD40 and use 3 in 1 oil (sewing
machine
oil) on every thing else. Make sure you oil the rod that goes into the
displacer on the top.
Remember - friction is our mortal enemy.
These engines are very
fussy about
friction. That is, all the joints and moving part have to be "loose",
very
loose. If the parts fit too tight, it will not work. This is the reason
most of the engines won’t work right off. Make it loose (but not
sloppy).
Oil the heck out of all
the joint
and the inside of the power piston cylinder and the rod going into the
displacer with something like WD40 or a very light oil.
Displacer Cylinder
We will begin with the main section of the engine
or “displacer cylinder”. It is made of a spray paint can. There are
generally
two sizes of spray paint cans. You will be looking for the larger size
measuring 7 ¾” high X 2 5/8” diameter at the base. This is where
some care must be observed. With the spray can completely empty,
remove the top with a can opener, but leave the top bead on the can.
You
can see why it is important to have the can empty. If you don’t empty
the
can, you will find paint and propellant coming out everywhere. This
could
be very dangerous. See Figure No.1
Power Piston Cylinder
Next
is the piston cylinder. This is made from a piece of 1” ID seamless
tubing.
Cut a 3 ½” long piece. Cope one end with a round file to pick up
the diameter of outside of the displacer cylinder. See Figure No.
2
Main Engine Assembly
Next we will build the main engine assembly. The
main engine assembly is made up of the displacer cylinder and the
piston
cylinder. At 3 7/8” down from the top of the displacer cylinder, braze
or silver solder or lead solder the piston cylinder on. Try to keep the
piston cylinder 90 degrees to the displacer cylinder. After this is
done,
drill a 3/8” hole through the displacer cylinder down through the
piston
cylinder. This will make a port for the air that is expanding during
heating
to push the piston forward, and when cooled, pull the piston back. This
is a double action piston.
Top Assembly
Next we will make the top assembly for the displacer
cylinder now part of the main engine assembly. Refer to Figure No. 3.
Drill
a 1/8” hole through the middle of a 3/8” x 1 ½” brass bolt. This
is best done with a lath, but if you are very careful, you can use a
drill
press. Doing it with a hand drill motor is very difficult. Care must be
taken to get it straight down the middle. Slightly counter sink both
ends
of the bolt with a counter sink or a larger drill bit. This counter
sink
allows for the rod to fit in much easier at a later time, and allows
for
oiling during running.

Now you must make two disks from the lids of old tin cans. One
must
be 2 5/8” plus in diameter and the other 2 ½” in diameter. The 2
½” diameter disk must fit inside the top bead of the displacer
cylinder.
At the center point of each disk, you must drill a 3/8” hole. Be
careful
when drilling the lids that they don’t spin on you and cut your
fingers.

Now to assemble the top of the displacer cylinder or top
assembly, place
the 2 ½” diameter disk on the brass bolt, followed by a 3/8”
washer,
then the 2 5/8” disk, followed by a 3/8” nut. Tighten up just snug. See
Figure No. 3.
Set these assemblies to the side for now.
Displacer Piston
The next item to make is the displacer piston. The
displacer piston goes inside the heat transfer cylinder. Using a small
tomato sauce can 3 3/8” tall by 2 1/8” in diameter with the sauce still
in it, drill a 1/8” hole in the center of the top and bottom lid. You
can
remove the tomato sauce from inside by blowing into one side and
letting
the sauce come out the other hole (not a pretty site!). Rinse with
water
and try to get as much out as possible. When dry, push a brass 1/8” rod
14” long through the hole on one side through the can and out the other
hole. The rod should stick out the bottom side about 1/16” or so. This
rod should have a "hook" on the end just in case you over heat the
engine. This will keep the displacer from falling off in that event.
Solder
this rod on at the top and bottom. See Figure No. 4

Back to the Main Engine Assemblies
Now take the displacer piston and insert it into
the 1/8” hole in the middle of the brass bolt on the top assembly. The
rod is inserted into the side with the smaller disk (2 ½”). This
assembly is placed displacer piston end first into the displacer
cylinder
and soldered or brazed onto the top of the displacer cylinder. See
Figure
Water Tank
The water tank is a 1 quart paint can. In the bottom
cut a 2 /12” plus hole. Slide this over the top of the main engine
assembly.
Solder the tank on making sure it is water tight when done. See Figure
No. 6. Water Tank is almost the same as the Fire Box in Figure No. 7
except
it does not have the 1/4” to 3/8” holes for venting and the hole in the
bottom is only 2 ½” plus.

Fire Box
The fire box is also made from a 1 quart paint can.
Cut a 2 5/8” hole in the bottom and drill 1/4” to 3/8” holes in side
around
the bottom end. Slide this on the bottom of the main engine assembly.
It
is held up in place with wires placed in the holes and taken up the
side
of the main engine assembly and bent over the top lip of the water
tank.
See Figure No. 6
Power Piston
The power piston goes into the piston cylinder on the main
engine assembly.
It is made up of a 1” piston from an automotive brake cylinder. You can
get this from any auto parts store in a rebuild kit or from an auto
wrecker.
Drill a 1/8” hole in the side about half way down. The connecting rod
is
a 1/8” x 12” + or - brass rod. I rolled the brass rod around a small
needle
nose pliers and made a closed loop on the end. I worked it down till it
made a good fit. All the joints on this engine wants to be very loose.
This engine hates friction and hates to be "tight". Keep it loose.
Another
way is to smash down the rod if you like and drill it out, just keep it
loose.We will put a loop in it later. See Figure No. 8.

Figure 8
Wrist pin.
After drilling the hole in the side of the piston
(1/8" for 1/8" rod) take a piece of 1/8" rod and slide it through the
piston.
cut it off just short of the outside of the piston. The wrist pin just
sits in the piston and can't come out because of the side walls of the
cylinder. Figure 8b
Stirling Walking Beam Engine

A) Main engine assembly support. Wood 2 ½” W x 1
¾” D
x 8” H with hole drilled in 1 ¾” side to accommodate
piston
cylinder OD at 7 3/16” up.
B) Walking beam support. Wood ¾” W x 1 ½” D x
17” H with
pivot hole at 16 ¾” from bottom.
C) Fly wheel. Wood 7 ½” diameter x ¼” thick
with hole
in center and one at 1 1/8” from center.
D) Walking beam. Wood ¾” H x ¼” D x 13” W with
holes as
noted in Figure No. 10
E) Base. Wood 12” x 22” ¾”. Base can be made smaller
if desired.
F) Fly wheel to walking beam rod. Brass 1/8” round rod x 9
5/8” center
to center. I make my rod slightly larger and place a kink in the middle
to measure 9 5/8” center to center. This allows me to fine tune the
timing
of the engine by adding or removing some of that kink.
G) Piston rod. Brass 1/8” round rod. Length is determined by rotating
point “J” to the three o’clock position and placing the piston in the
cylinder
where it is flush with the end of the cylinder. The rod should be able
to reach to point ”J”.
H) Fly wheel support. 1 ¾” W x 3” D x 8” H with hole
at 7 ¼”
up.
I) No “I” on drawing.
J) Crank point on fly wheel 1 1/8” from center of flywheel
“C”.
K) Connecting pin. Brass 1/8” round rod 1 ¼” center
to center
shaped as noted on Figure No. 10
Special Notes:
1) REMEMBER…..While assembly you make things too tight, it won’t run.
Without
the piston installed and the rod from the piston to the flywheel
removed,
and after oiling up, the entire walking beam and crank and displacer
should
rotate and move very freely. If you can’t get the flywheel to turn
around
3 to 5 times freely after spinning the flywheel lightly with your hand
(like a roulette wheel), then it is too tight.
2) Distance between A and B is 15/16”
3) Distance between A and H is 5”
4) The face of C and D and the centerline of the piston
cylinder and
the main engine assembly are all on the same plane.
5) Crank Point J is made from a 10-32 machine
screw.
6) The pivot point on the walking beam is made with a 10-32
machine
screw or can be screwed into B with a wood screw, but hole in B must
have
clearance to move freely.
7) You can make this engine too tight. It runs best when
there is a
bit of “slop” in all the moving parts except the piston which should
not
be too tight either.
8) Where moving bolts or shafts make pivot points or
bearings in wood,
you can “line” the wood with brass tubing from hobby shops or hardware
stores. This will create a “bearing” so the machine screws are running
on brass and not wood. This is highly recommended.
9) Put water in upper cooling tank and use sterno for fuel.
Other things
can be used as fuel also. Don’t make it too hot, but it will not run if
it is too cold.
10) Keep all moving joints well oiled.
11) Fly wheel rotates in a counter clockwise direction.
12) Oil all joints before operating.
13) Start heat and rotate fly wheel where the “crank point”
is down.
As the engine heats up you will see the piston try to push out of the
cyl.
slightly. This will rotate the fly wheel just a little. This happens as
the air in the main cyl. heats up and expands. This will be an
indication
the engine is almost ready to start.
14) The air in the bottom of the main engine assembly heats
up when
the displacer piston is in the up position. The air expands and
pushes
the piston out rotating the flywheel and moving the walking beam in the
opposite direction. That lowers the displacer piston down, pushing the
heated air up into the top of the main engine assembly. The air now
cools
rapidly with the aid of the water tank. The air condenses and pulls the
piston back into the piston cylinder, which rotates the flywheel and
moves
the walking beam in the opposite position, which raises the displacer
piston
to the upper position forcing the cool air down to the bottom where it
is heated again and the cycle starts all over.
15) As the water in the top heats up the engine will run
slower because
there is less of a difference between the hot side and the cold side.
This
engine will run at different speeds depending on the difference between
temps of the water in the upper tank and the heat source.
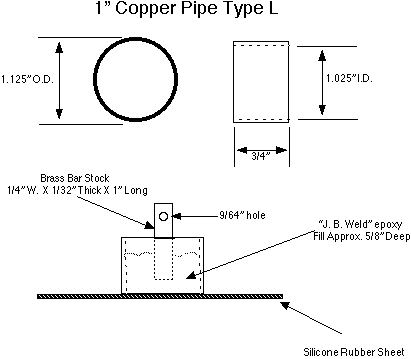
Possible Alternatives
No.1
The Haigh piston
This is a possible alternative to a
lathe
turned piston or a brake piston.
The following is an email sent to
me by Dan
Thought I'd pass on a hint
for those folks
who don't have a lathe, but want to make pistons to fit 1" Type M
copper
pipe. Since both Type M (1.055" I.D.) and Type L
(1.025" I.D.) are readily
available in most
areas, here's what I did:
I cut a 3/4" long piece of
Type L using a tubing
cutter and carefully deburred the inside of both ends (a jackknife
works
fine). I then coated the inside with a thin
coating of grease and set it on
a sheet of
silicone rubber gasket material. The 3/4" cylinder was then
filled
to 1/8" from the top with mixed, 2-part epoxy (I used a
product called "J-B Weld"
because it makes
a fairly thick mix that won't leak out and it's good to 600 degrees
F.).
I then suspended a short (about 1") piece of 1/4" X
1/32" brass bar stock (with a
9/64" hole for
the connecting rod) centered in the mix. A small alligator clip
works
fine for holding the bar stock in place while the epoxy
cures.
I let the epoxy cure
overnight, then pressed
out the finished piston with a bearing press. If a bearing press
or strong drill press isn't available, the piston can be removed
by carefully cutting through the
copper pipe
section with a hacksaw and prying it apart.
The resulting lightweight
piston will need
a very minor amount of sanding on the leading edge and then will fit
beautifully
into Type M copper pipe. I know the above
directions are a bit confusing,
so I'm attaching
a sketch of what I mean.
Best regards,
Dan Haigh
|
No.2
Oiling Tip/Change
Power Piston Oiling. Allows oiling
during
running.
© Darryl Boyd
April 2001, January 2003, Feb 2003, March 2004,
August 2005
|